QUÈ ÉS EL MANTENIMENT?
S’ entén per Manteniment a la funció empresarial a la que s’ encomana el control de l’estat de les instal·lacions de tot tipus, tant les productives com les auxiliars i de serveis. En aquest sentit es pot dir que el manteniment és el conjunt d’ accions necessàries per conservar o restablir un sistema en un estat que permeti garantir el seu funcionament a un cost mínim. D’acord amb l’ anterior definició es dedueixen vàries activitats:
– prevenir i/o corregir averies.
– quantificar i/o avaluar l’ estat de les instal·lacions.
– aspecte econòmic (costos).
- Són missions de manteniment:
. la vigilància permanent i/o periòdica.
. les accions preventives.
. les accions correctives (reparacions).
. el reemplaçament de maquinària.
- Els objectius implícits són:
.Augmentar la disponibilitat dels equips fins el nivell precís.
.Reduir els costos al mínim compatible amb el nivell de disponibilitat necessari.
.Mijorar la fiabilitat de màquines i instal·lacions.
.Assistència al departament d’ enginyeria en els nous projectes per facilitar la mantenibilitat de les noves instal·lacions.
HISTÒRIA I EVOLUCIÓ DEL MANTENIMENT
El terme “manteniment” es va començar a utilitzar en la indústria sobre el 1950 en EE.UU. En Frància es va anant imposant progressivament el terme “entreteniment”.
En qualsevol cas podem distingir quatre generacions en la evolució del concepte de manteniment:
- 1ª Generació: La més llarga, des de la revolució industrial fins després de la 2ª Guerra Mundial, tot i que encara impera en moltes indústries. El Manteniment s’ ocupa només d’ arreglar les avaries. És el Manteniment Correctiu.
- 2ª Generació: Entre la 2ª Guerra Mundial i finals dels anys 70 es descubreix la relació entre edat dels equips i probabilitat d’ avaria. Es comença a fer substitucions preventives. És el Manteniment Preventiu.
- 3ª Generació: Surgeix a principis dels anys 80. Es comença a realitzar estudis CAUSA-EFECTE per averiguar l’ origen dels problemes. És el Manteniment Predictiu o detecció temprana de símptomes incipients per actuar abans de que les conseqüències siguin inadmissibles. Es comença a fer partícipe a Producció en les tarees de detecció d’ avaries.
- 4ª Generació: Apareix en els primers anys 90. El Manteniment es contempla com una part del concepte de Qualitat Total: “Mitjançant una adequada gestió del manteniment és possible augmentar la disponibilitat al temps que es redueixen els costos. És el Manteniment Basat en el Risc (MBR): Es concep el manteniment com un procés de l’ empresa al que contribueixen també altres departaments. S’ identifica el manteniment com fonts de beneficis, en front a l’ antic concepte de manteniment com “mal necessario”. La possibilitat de que una màquina falli i les conseqüències associades per l’ empresa és un risc que s’ha de gestionar, tenint com a objectiu la disponibilitat necessària en cada cas al mínim cost.
TIPUS I NIVELLS DE MANTENIMENT
Els diferents tipus de Manteniment que fins ara hem comentat queden resumits en:
- El Manteniment Correctiu, efectuat després de la falla, per reparar avaries.
- El Manteniment Preventiu, efectuat amb intenció de reduir la probabilitat de falla, del que existeixen dos modalitats:
- El Manteniment Preventiu Sistemàtic, efectuat a intervals regulars de temps, segons un programa establert i tenint en compte la criticitat de cada màquina i l’ existència o no de reserva.
- El Manteniment Preventiu Condicional o segons condició, subordinat a un esdeveniment predeterminat.
- El Manteniment Predictiu, que més que un tipus de manteniment, es refereix a les tècniques de detecció precoç de símptomes per ordenar la intervenció abans de l’ aparició de la falla.
En quant als diferents nivells d’ intensitat aplicables es presenta un resumen en el quadre següent:
| NIVELL |
CONTINGUT |
PERSONAL |
MITJANS |
| 1 |
-AJUSTOS SIMPLES PREVISTOS EN ÓRGANS ACCESIBLES.
-CANVI ELEMENTS ACCESIBLES I FÀCILS D’ EFECTUAR.
|
OPERADOR, IN SITU
|
UTILLATGE LLEUGER
|
| 2 |
-ARREGLOS PER CANVI ESTÀNDAR
-OPERACIONS MENORS DE PREVENTIU (RONDAS/GAMAS). |
TÈCNIC HABILITAT, IN SITU
|
UTILLATGE LLEUGER +
RECANVIS NECESSARIS
EN STOCK. |
| 3 |
-IDENTIFICACIÓ I DIAGNÒSTIC D’ AVARÍAS.
-REPARACIÓ PER CANVI DE COMPONENTS I REPARACIONS MECÀNIQUES MENORS. |
TÈCNIC ESPECIALITZAT,
IN SITU O TALLER. |
UTILLATGE + APARELLS DE MESURES + BANC DE
PROVES, CONTROL, ETC. |
| 4 |
-TREBALLS IMPORTANTS DE MANTENIMENT CORRECTIU I PREVENTIU. |
EQUIP DIRIGIT PEL
TÈCNIC ESPECIALITZAT
(TALLER). |
UTILLATGE ESPECÍFIC +
MATERIAL DE PROVES,
CONTROL, ETC. |
| 5 |
-TREBALLS DE GRANS
REPARACIONS, RENOVACIONS, ETC |
EQUIP COMPLET,
POLIVANTS, EN TALLER
CENTRAL. |
MÀQUINES-EINES I
ESPECÍFIQUES DE FABRICACIÓ
(FORJA, FUNDICIÓ,
SOLDADURA, ETC.) |
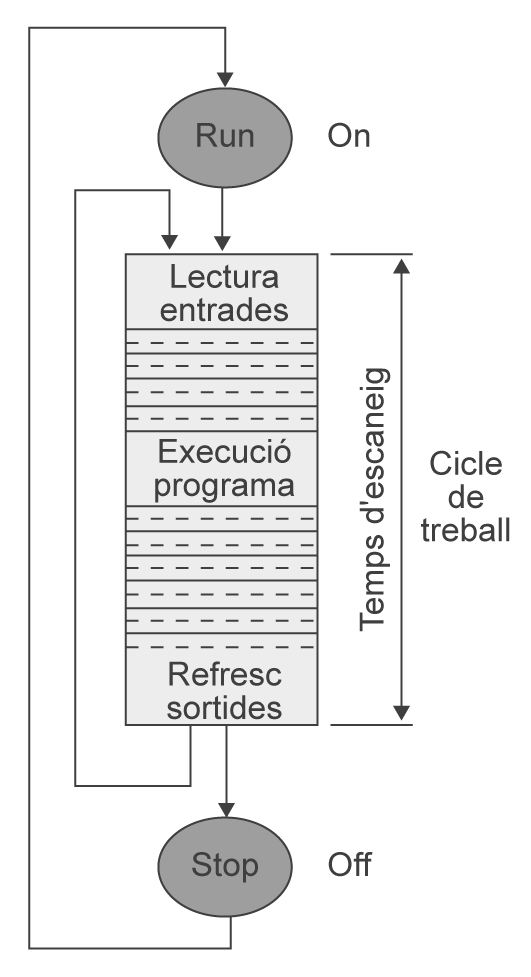 Cicle d’escaneig El diagrama mostra les diverses etapes del cicle d’escaneig.
Cicle d’escaneig El diagrama mostra les diverses etapes del cicle d’escaneig.